
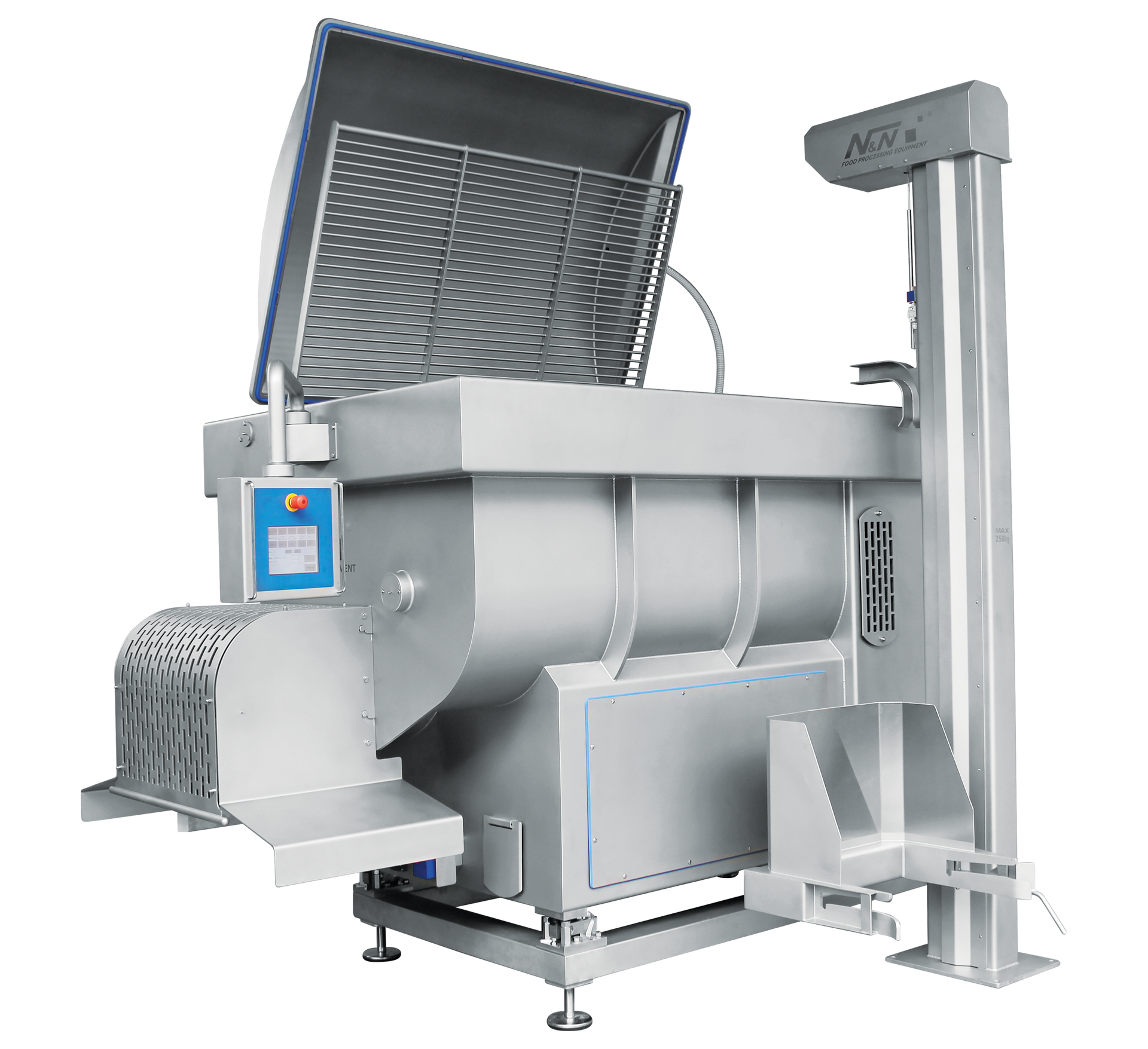
Series RM

Single Shaft Double Ribbon Contra Flow Mixer
Bowl Volume
300-4500
Liters
Max Mixing Capacity
500-7500
Lbs
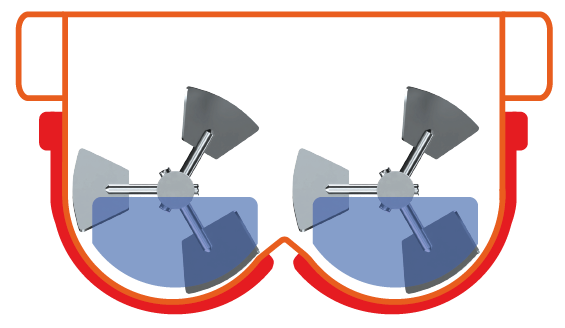
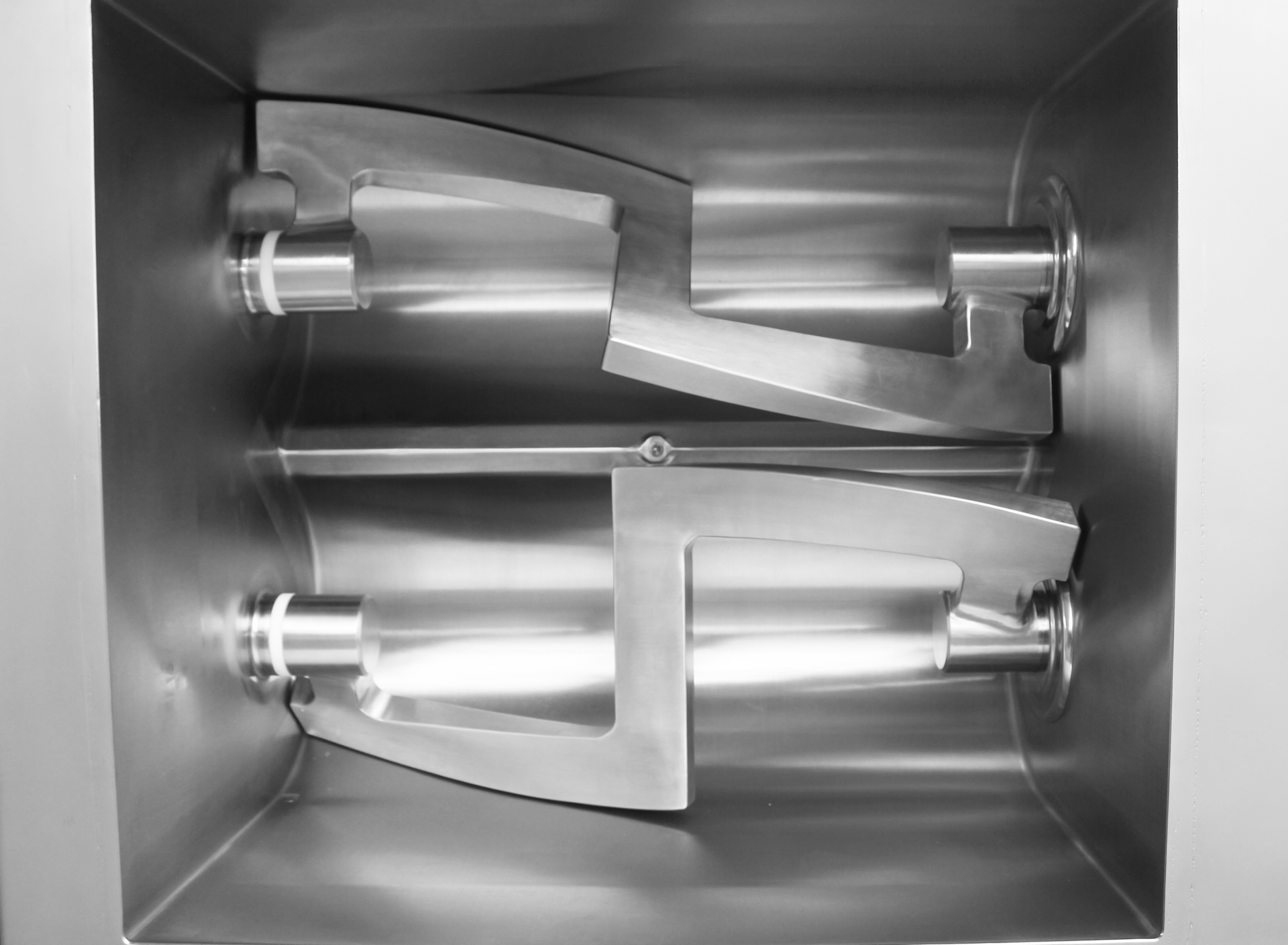
- Single Shaft Double Ribbon Design: Features a double ribbon shaft with ribbons of varying diameters that rotate in opposite directions, ensuring exceptionally fast and efficient mixing times.
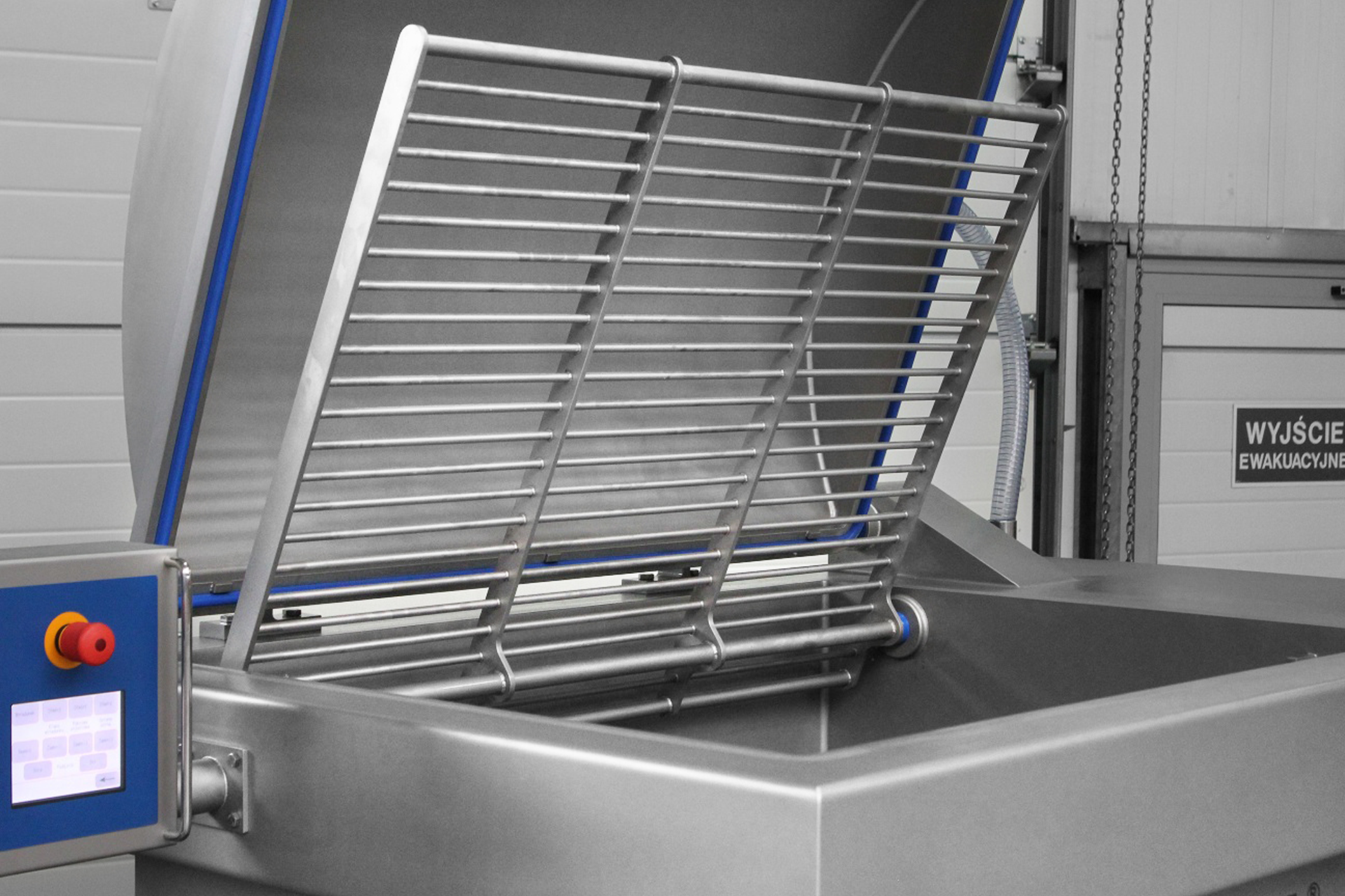
- Fully Sealed Cover: Fitted with a fully sealed cover, ideal for mixing dusty products, ensuring complete containment and preventing dust from escaping during the mixing process.
- Variable speed: Offers precise speed adjustments, allowing the shafts to rotate at any desired speed within the machine's range.
Our Customers

Why Choose BAK
Durable, Industrial-Grade Construction:
Built entirely from stainless steel for exceptional durability and long-lasting performance in demanding environments.
Advanced Programmable Control Panel:
Intuitive touch screen allows operators to create and store up to 100 custom programs by adjusting variables such as shaft rotation speed, shaft rotation direction, and vacuum level.
Easy Cleaning and Maintenance:
Thoughtfully designed to make routine cleaning and maintenance straightforward and efficient
Technical Information
Applications
The N&N RM series mixers are designed for efficiently mixing a wide range of loose products, including spice blends, food additives, as well as liquid and semi-liquid products. These mixers deliver fast and effective mixing times for optimal results.

Options



Snack Stick Case Study
"Before we brought in BAK’s intermeshing paddle mixers, our equipment just couldn’t keep up with what snack sticks demand—the texture was soft, the ‘snap’ wasn’t there, and every batch felt like a gamble. Now, with proper protein extraction and fast, consistent mixing, we’re turning out firm, evenly colored snack sticks we’re proud of. The results gave us the confidence to refocus our portfolio around snack sticks and keep investing in additional mixing and grinding equipment across our plants—it’s reshaped our business." – Leadership team


You Might Also Like


What Is a Ribbon Blender?
What is a ribbon blender, and how does it work?
A ribbon blender is an industrial mixing machine designed to blend powders, granules, or liquids efficiently and uniformly. At the heart of this system is a ribbon shaft—often a double ribbon shaft with ribbons of varying diameters—that rotates within a horizontal trough. This unique design moves material both radially (inside-out) and axially (side-to-side), ensuring thorough and consistent mixing.
What makes a double ribbon contra flow design effective?
A double ribbon contra-flow design moves product simultaneously in opposite directions (inner and outer ribbons), creating consistent turnover throughout the batch. This results in faster, more uniform mixing, reduced dead zones, and better control of ingredient distribution.
What industries rely on batch ribbon mixing?
Batch ribbon mixers are commonly used across the meat and poultry, seafood, prepared foods, bakery, pet food, plant-based protein, spice preparation and pharmaceutical industries, where precise, repeatable blending and consistent product quality are critical.
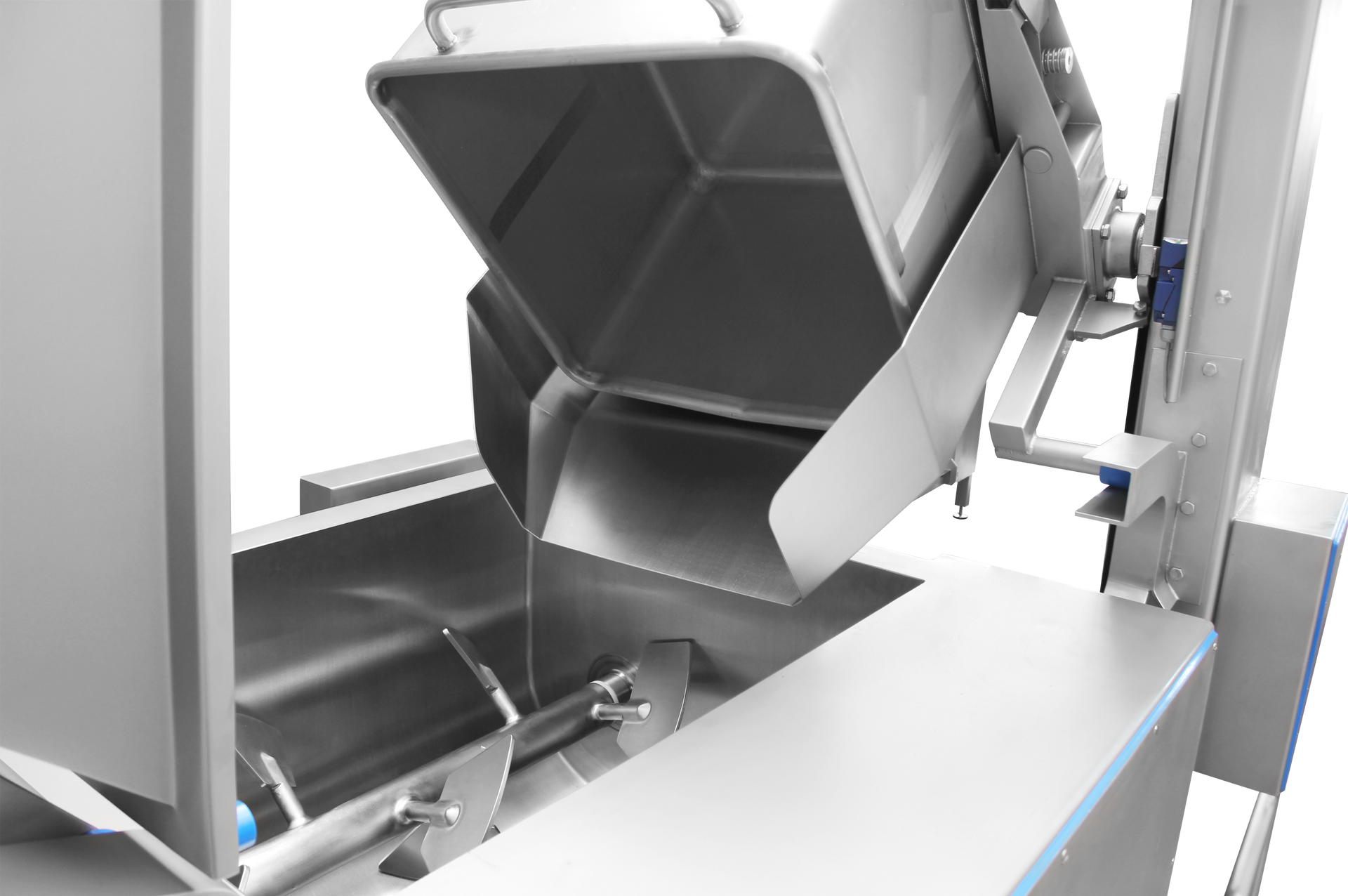
Design and Operation of Ribbon Mixers
What core components define these mixers?
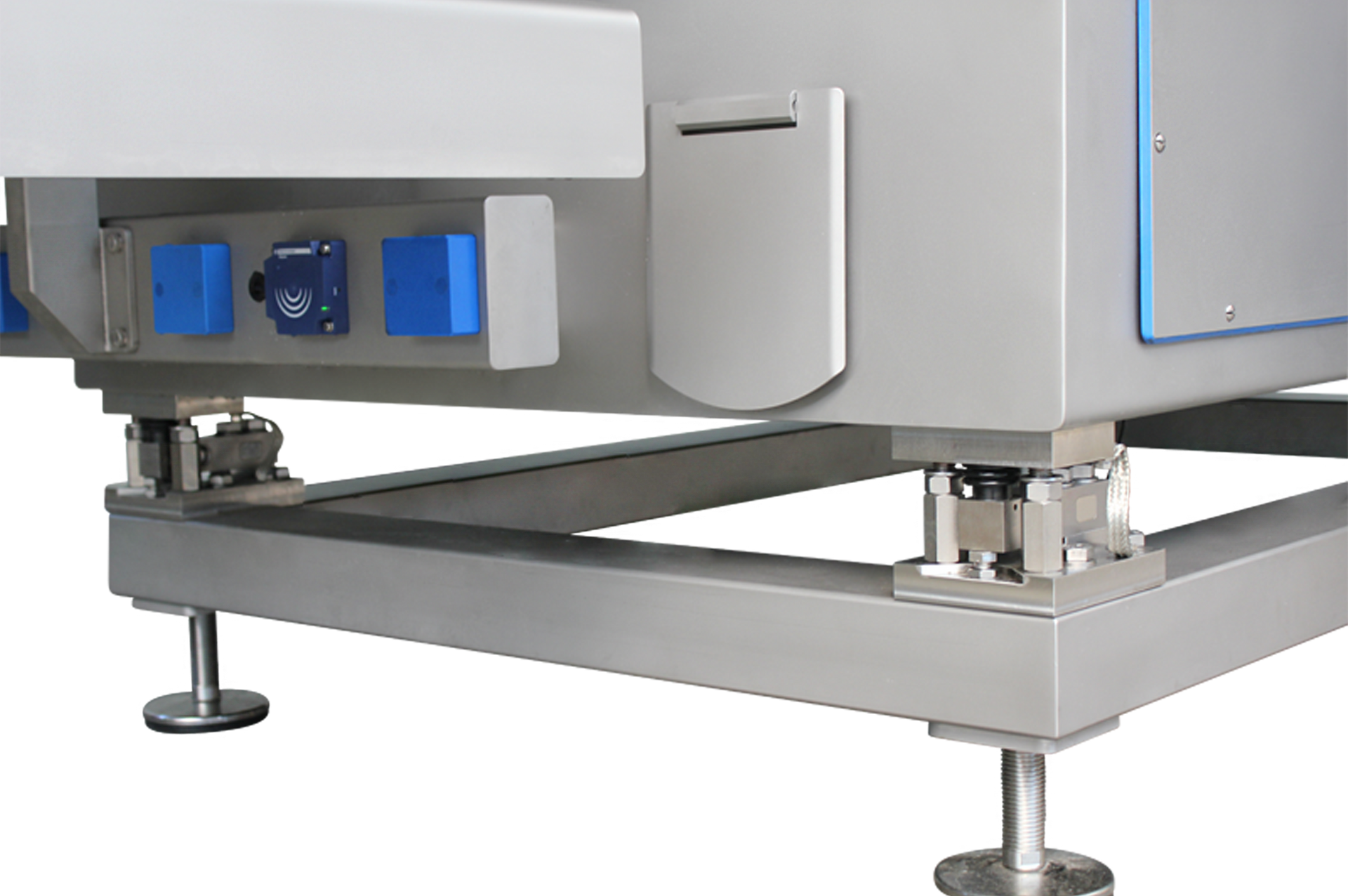
Ribbon mixers, such as the N&N RM series from BAK Food Equipment, are defined by their single shaft agitator equipped with dual ribbons. These ribbons are engineered with varying diameters and are arranged to rotate in opposite directions, creating a contra-flow mixing action. This design ensures both radial and axial movement of materials within the mixing trough, resulting in exceptionally fast and efficient blending. The mixers are constructed entirely from sanitary stainless steel, making them suitable for food-grade applications and ensuring durability in demanding industrial environments. Key components also include a fully sealed cover to contain dust and prevent contamination, a programmable control panel for precise operation, and pneumatic mechanisms for easy lid opening and closing. Load cells can be integrated for accurate batch weighing, and the entire system is designed for straightforward cleaning and maintenance.
How do ribbon geometry and agitator speed affect mix quality?
The geometry of the ribbons—specifically their diameter and spacing—directly influences the flow patterns and mixing efficiency within the trough. Dual ribbons with carefully engineered clearances promote both radial and axial movement, ensuring thorough and uniform distribution of ingredients. The ability to adjust agitator speed, thanks to variable-speed drives, allows operators to tailor the mixing process to the specific properties of the materials being blended. Faster speeds can reduce mixing times for free-flowing powders, while slower speeds may be preferable for delicate or semi-liquid products to prevent over-shearing. The combination of optimized ribbon geometry and adjustable speed ensures consistent, high-quality blends across a wide range of product types.
What customization options are available?
BAK Food Equipment offers a variety of customization options to adapt ribbon mixers to specific production requirements. Optional features include jacketed troughs for integrated heating or cooling, allowing precise temperature control during mixing. Load cells can be added for real-time batch monitoring and accurate ingredient dosing. Additional openwork covers and water dosage systems are available to support specialized processes. The mixers can also be equipped with vacuum capability for applications requiring air removal or enhanced product consistency. For ease of integration into automated production lines, loading systems are offered in fixed, mobile, or free-standing configurations. Polished bowls and shafts are available for enhanced sanitation, and temperature monitoring can be incorporated for process control. These options ensure that each ribbon mixer can be tailored to meet the unique needs of food processing operations, supporting both efficiency and product quality.
In summary, the design and operation of ribbon mixers from BAK Food Equipment are centered on robust, food-grade construction, advanced control features, and a range of customizable options. This ensures optimal performance for industrial blending applications, from dry powder mixing to liquid and semi-liquid product processing.
Advantages of Batch Ribbon Mixers
What benefits do batch ribbon mixers offer?
Batch ribbon mixers, such as the N&N RM series from BAK Food Equipment, deliver a range of advantages that make them a preferred choice for industrial mixing applications. One of the primary benefits is their exceptionally short mix times, achieved through a double ribbon shaft design with ribbons of varying diameters rotating in opposite directions. This contra flow action ensures rapid and thorough blending of ingredients, making these mixers highly efficient for both dry, liquid, and semi-liquid products. The robust, stainless steel construction guarantees durability and long-lasting performance, even in demanding production environments. Additionally, batch ribbon mixers are compatible with a wide variety of materials, from spice blends and food additives to more complex formulations, offering flexibility for diverse processing needs.
How do they support consistency, quality, and process control?
Batch ribbon mixers are engineered to deliver uniformity across all ingredients, which is critical for maintaining product consistency and quality. The advanced programmable control panel allows operators to precisely adjust variables such as shaft rotation speed, direction, and even vacuum level, ensuring predictable and repeatable batches every time. This level of process control is essential for facilities that require strict formula accuracy and traceability. Features like fully sealed covers prevent dust escape, supporting a clean and controlled mixing environment. The mixers are also designed for easy cleanout and maintenance, minimizing downtime and supporting high standards of hygiene.
Selecting the Right Ribbon Mixer
What factors influence mixer selection?
Choosing the appropriate ribbon mixer for your operation requires a thorough evaluation of several key factors. Batch size is a primary consideration, as mixers like the N&N RM series from BAK Food Equipment offer bowl volumes ranging from 300 to 4,500 liters and maximum mixing capacities from 496 to 7,441 lbs. Understanding your production volume ensures you select a model that matches your throughput requirements without over- or under-sizing your equipment.
Bulk density and particle characteristics of the materials being mixed also play a significant role. For example, the fully sealed cover on BAK’s single shaft double ribbon mixers is ideal for containing dusty products, while the robust stainless steel construction ensures durability across all product types. Retention time—the duration materials remain in the mixer—should align with your process goals for mixing efficiency and product consistency. Additionally, sanitation standards must be considered, especially in food processing systems, where easy cleaning and maintenance are essential. BAK’s mixers are designed with quick discharge times as well as straightforward cleaning, supporting compliance with stringent hygiene requirements.
How does material behavior impact design requirements?
The physical properties of your materials—such as viscosity, moisture content, etc.—directly impact the design features needed in a ribbon mixer. For instance, selecting the mixing time and speed is crucial for achieving uniform mixing without damaging sensitive ingredients. BAK’s mixers offer variable speed control, allowing operators to fine-tune shaft rotation speeds to accommodate different material behaviors and mixing objectives.
Power requirements must also be matched to the material’s resistance to mixing. Heavier or more viscous products may require higher torque and power, which BAK’s industrial mixing equipment is engineered to deliver. Integration needs, such as automated controls, load cells for precise ingredient measurement, and customizable discharge configurations, should be assessed to ensure seamless operation within your broader food processing system. BAK’s advanced programmable control panels and optional features like vacuum capability, temperature monitoring, and water dosage systems provide the flexibility to tailor the mixer to your specific process engineering needs.
Why Choose BAK Food Equipment’s Mixers
What differentiates BAK’s ribbon mixers?
BAK Food Equipment’s ribbon mixers stand out in the market due to their robust stainless-steel construction, engineered ribbon geometry, and advanced hygienic finishes. Each mixer is built entirely from high-grade stainless steel, ensuring exceptional durability and long-lasting performance even in the most demanding industrial environments. The double ribbon shaft design, featuring ribbons of varying diameters rotating in opposite directions, delivers exceptionally fast and efficient mixing times. This engineered geometry ensures thorough and consistent blending, making these mixers ideal for a wide range of applications. The fully sealed cover is particularly beneficial for mixing dusty products, as it prevents dust from escaping and maintains a clean processing environment. Additionally, the intuitive programmable control panel allows operators to create and store up to 100 custom programs, adjusting variables such as shaft rotation speed, direction, and vacuum level for precise process control. Routine cleaning and maintenance are streamlined by thoughtful design features, supporting both operational efficiency and food safety.
What value do they deliver across industries?
BAK’s mixers deliver significant value across diverse industries by offering flexibility, reliability, and tailored solutions. The mixers are designed to handle a wide range of loose, liquid, and semi-liquid products, making them suitable for applications such as spice blends, food additives, and more. BAK’s customization capabilities ensure that each mixer can be configured to meet specific production requirements, whether through optional loading systems, temperature monitoring, jacketed bowls for heating or cooling, or integrated water dosage systems. BAK’s engineering expertise means that clients receive not just equipment, but a complete engineered mixing solution tailored to their process needs. Long-term support is a cornerstone of BAK’s approach, with ongoing service and technical assistance available to maximize uptime and productivity. By combining industrial-grade reliability with advanced features and customization, BAK Food Equipment’s mixers provide lasting value and performance for food-grade processing equipment users across the industry.
Ribbon Mixer Frequently Asked Questions (FAQs)
What materials can be mixed in a ribbon mixer?
Ribbon mixers, such as the N&N RM series from BAK Food Equipment, are engineered to handle a broad spectrum of materials. These mixers are suitable for powders, granules, spice blends, food additives, and even liquid or semi-liquid products. The versatility of the double ribbon shaft design allows for efficient mixing of both dry and light paste ingredients, making them ideal for food, spice, bakery, and ingredient processing applications.
How does a ribbon mixer achieve uniform blending?
Uniform blending in a ribbon mixer is accomplished through the use of inner and outer ribbons that rotate in opposing directions. This contra flow action generates both radial and axial movement of materials within the mixing bowl, ensuring thorough and consistent distribution of all components. The result is exceptionally fast and efficient mixing times, even for complex formulations.
How do I determine the appropriate mixer size?
Selecting the right mixer size depends on several factors, including your batch volume, the density of the materials being mixed, and your target mixing time. BAK Food Equipment offers a range of bowl volumes from 300 to 4,500 liters and maximum mixing capacities from 496 to 7,441 lbs. Our engineering team can provide expert guidance to help you choose the optimal capacity for your specific production requirements.
Are ribbon mixers suitable for food applications?
Yes, ribbon mixers from BAK Food Equipment are specifically designed for food processing environments. They are constructed entirely from stainless steel, feature sanitary welds, and include easy-to-clean designs. The fully sealed cover is ideal for mixing dusty products, ensuring complete containment and maintaining hygiene standards required in food, spice, and bakery production.
How often should a ribbon mixer be cleaned or serviced?
The frequency of cleaning and servicing a ribbon mixer depends on the type of product being processed and the production schedule. However, routine cleaning and periodic mechanical inspections are standard best practices. BAK Food Equipment’s mixers are thoughtfully designed to make cleaning and maintenance straightforward and efficient, supporting both food safety and equipment longevity. For additional peace of mind, information about our warranty and service options can be found on our warranty page.